
Листовые прокладки
Для обеспечения герметичности плоские стыки чаще всего уплотняют листовыми прокладками из упругого материала. Как правило, на прокладках ставят крышки маслосодержащих резервуаров, работающих под давлением или вакуумом, фланцы трубопроводов и т. д. На мягких прокладках собирают также части корпусов механических передач (в тех случаях, когда нет необходимости выдерживать точное взаимное расположение частей).
1.1. Прокладочный материал. Виды прокладок
Прокладочный материал выбирают в зависимости от условий работы, величины давления, температурного режима и т. д. Для уплотнения соединений общего назначения, например крышек маслосодержащих полостей, чаще всего применяют прокладочную бумагу толщиной 0,05—0,15 мм, кабельную бумагу (бумагу, пропитанную бакелитом или другими синтетическими смолами), прокладочный картон толщиной 0,5—1,5 мм, прессшпан и т. д. Наилучшими свойствами обладают прокладки из синтетических материалов типа полихлорвинила и политрифторэтилена.
1.1.1.Уплотняющие составы
Для соединений, работающих при высоких температурах, применяют прокладочные материалы с асбестом (асбестовую бумагу, асбестовый картон и т. д.). Паропроводы
уплотняют чаще всего паронитом, представляющим собой композицию асбеста с натуральной или синтетической резиной. Паронит выдерживает температуру до 450°С. При высоких температурах применяют также листовые прокладки из пластичных металлов — листового свинца, алюминиевой и медной фольги и т. д. Такие прокладки - требуют повышенного усилия затяжки.
В случаях, когда наряду с уплотнением требуется еще регулирование расстояния между стыкуемыми деталями, применяют ш и м ы — набор прокладок из тонкой (0,05 мм) латунной или медной фольги (например, для регулирования натяга и одновременного уплотнения в парных установках конических или радиально-упорных подшипниках качения).
Для увеличения надежности уплотнения прокладки смазывают уплотняющими составами. Бумажные и картонные прокладки ставят на вареной олифе, шеллаке, бакелите-сырце, жидком стекле, сурике, белилах и т, д.
Хорошими герметизирующими свойствами обладает мазь следующего состава: шеллак 35%; спирт 55%; графит чешуйчатый 6%; касторовое масло 3%; краситель (охра) 1%.
Широко применяют также герметики — уплотняющие мази разнообразной рецептуры, преимущественно на основе натуральной или синтетическое резины, с соответствующими растворителями. Для уплотнений, работающих при высоких температурах, применяют термостойкие мази, напримег этилсиликат, силоксановые эмали и т. д.
1.1.2. Прокладки из мягких материалов
Прокладки из мягких материалов после однократного пользования подлежат замене.
Редко разбираемые соединения уплотняют материалами, которые в стыках расплющиваются, а именно: хлопчатобумажной ниткой, проваренной в масле; резиновыми нитками и шнурами; просаленными асбестовыми шнурами; проволокой из свинца, алюминия или отожженной красной меди. Последние два способа применяют для соединений, работающих при высоких температурах.
Прокладки из мягких материалов применяют для соединений, стягиваемых болтами, шпильками и т. д., когда прокладка при затяжке подвергается только сжатию. Прокладки, испытывающие при затяжке сдвиг (например, прокладки под ввертные штуцеры, пробки), изготовляют из более Прочных и жестких материалов, например из фибры, свинца и отожжённой красной меди.
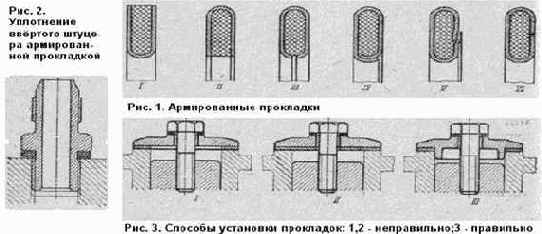
1.1.3. Армированные прокладки
Применяют также армированные прокладки, состоящие из упругого материала (резины, пластика, асбеста и т. д.), заключенного в оболочку из мягкого металла (меди, латуни).
Разновидности таких прокладок показаны на рис.1, 1-6
На рис. 2 показан пример применения армированной прокладки для уплотнения ввертного штуцера. Прокладки такого типа могут быть использованы многократно.
1.2. Установка листовых прокладок
Прокладки должны быть зафиксированы относительно уплотняемых поверхностей и затянуты по всей поверхности.
Типичные ошибки установки прокладок представлены на рис. 3.
В конструкции на рис. 3, 1, прокладка не зафиксирована в радиальном направлении и может быть сдвинута при установке и выдавлена при затяжке. Центрирование прокладки по стержню стяжного болта (рис. 3, 2) не дает эффекта, так как центрирование осуществляется вслепую после установки
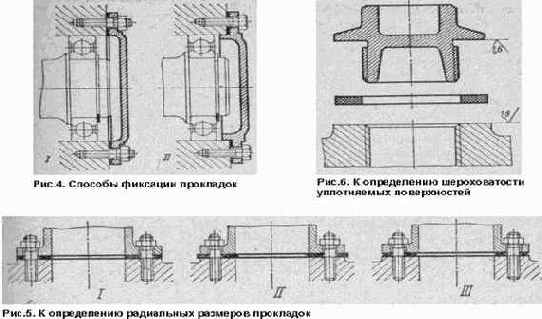
прокладки и крышки; значительная часть прокладки находится навесу и не зажимается уплотняемыми поверхностями.
Правильная конструкция показана на рис. 3,3. Здесь прокладка центрируется на крышке буртиком, предохраняющим ее от выдавливания внутрь.
В соединениях, собираемых на шпильках (рис. 4,1), допустимо центрировать прокладку по стержням шпилек; при монтаже прокладка надевается на шпильки и притягивается привертываемой деталью, например крышкой. В соединениях на ввертных болтах правильнее вводить центрирующий руртик (рис. 4,2); в данном случае прокладку укладывают на крышку, подравнивают по отверстиям в крышке и вместе с ней устанавливают на корпус.
Следует учитывать, что прокладки, особенно имеющие значительную толщину, при затяжке деформируются. Если придать прокладке размеры, соответствующие номинальным размерам уплотняемых поверхностей (рис. 5,1), то при затяжке прокладка выдавливается наружу, что портит внешний вид соединения, и внутрь, что в случае трубопроводов и каналов может заметно сузить проходное сечение (рис. 5,2).
В таких случаях правильно делать наружный размер прокладки несколько меньше (на 0,5 — 1 мм), а внутренний — несколько больше номинала (рис. 5,3) с таким расчетом, чтобы края прокладки после затяжки совпадали с краями уплотняемых поверхностей.
Параметр Ra шероховатости должен быть не более 1,6 мкм (рис. 6), иначе добиться герметичности соединения трудно.
2. УПЛОТНЕНИЕ ЖЕСТКИХ СТЫКОВ
2.1. Задача уплотнения
Уплотнение прокладками из мягких материалов всегда сопряжено с большим или меньшим изменением расстояния между уплотняемыми деталями. В машиностроении нередко возникает задача уплотнения стыков типа «металл по металлу» с соблюдением точного взаимного расположения стыкуемых деталей.
Таков, например, случай соединения частей корпусов, содержащих опоры скольжения или качения и т. д.
Задача уплотнения, таких жестких стыков решается несколькими способами. Неразборные и редко разбираемые соединения уплотняют герметизирующими составами, например бакелитом, белилами, суриком, жидким стеклом и т. д.
2.2. Способы уплотнения
Промышленность выпускает широкий ассортимент герметиков, предназначенных для работы в разнообразных соединениях. К их числу относятся:
1) герметик У-З0М на основе тиоколового каучука; м'асло-, бензо- и водостоек, отличается высокой газонепроницаемостью; диапазон рабочих температур от —50 до +130°С; адгезия к металлу высокая;
2) герметик ВТУР на основе тиокола с динзоцианатом; масло-, бензо- и водостоек, отличается высокой газонепроницаемостью, диапазон рабочих температур от —50 до +130°С; адгезия к металлу высокая;
3) герметик ВГХ-180 - фенолформальдегидная смола с натуральным каучуком; масло- и водостоек; диапазон рабочих температур от —50 до +130°С; высокая адгезия к металлу, под действием бензина и керосина набухает;
4) герметик 5Ф-13 — фторкаучук с эпоксидной смолой ЭД-б; бензо-, масло- и водостоек; диапазон рабочих температур от —50 до +200°С; адгезия к металлу невысокая;
5) герметики ВИКСИНТ У-1-18, ВМТ-1 на основе полисилоксанов; масло- и водостойки; теплостойкость до 300°С; в бензине и керосине набухает; адгезия к металлу невысокая.
Герметики выпускаются в виде паст и лаков. Их наносят на уплотняемые поверхности поливом, кистью или шпателем. Устойчивая, герметизирующая пленка образуется в среднем через пять-шесть суток.
Для соединений, работающих при особо высоких температурах, применяют силоксановые эмали (кремнийорганические пластикаты с порошкообразным металлическим наполнителем — Al, Zn), выдерживающие температуру до 800°С.
При затяжке избыток герметизирующего состава выдавливается; на стыке остается тонкая пленка (толщиной в несколько микронов или сотых долей миллиметра), практически не влияющая на точность взаимного расположения соединяемых деталей.
Соединения, собираемые на герметизирующих составах, с трудом под даются разборке, особенно после работы вгорячую. В таких соединениях необходимо предусматривать съемные устройства.
Особо точные разъемные стыки типа «металл по металлу» уплотняют путем тонкой плоскостной обработки — притиркой или шабрением.
П р и т и р к е подвергают поверхности разъема, предварительно начисто обработанные строганием широкими резцами, тонким фрезерованием или шлифованием. Притирку производят на притирах-плитах из чугуна или специального стекла (пирекс) с точно обработанными плоскостями. Изделие прижимают к притиру, которому сообщают кругообразное движение небольшой амплитуды.
Притирку производят на различных притирочных материалах. Чаще всего применяют стеклянную пудру, порошки карборунда (карбид кремния), корунда (кристаллическая окись алюминия), карбида бора, алмазную пыль (для твердых металлов). В качестве смазки применяют машинное масло, керосин, жирные кислоты.
Притирку ведут сначала на шлифпорошках с размером зерна не более 100 мкм, затем переходят на микропорошки. Окончательную доводку производят на пасте ГОИ, состоящей в основном из окиси хрома с добавлением связующих и смазывающих веществ (стеарина, керосина, олеиновой кислоты и т. д.). Иногда производят притирку соединяемых плоскостей непосредственно друг по другу.
Притирка — трудоемкий и дорогой процесс, поэтому ее применяют для особо ответственных стыков. В последнее время процесс притирки механизируют. В некоторых случаях притирку можно заменить производительными методами чистового строгания и чистового фрезерования.
Эту операцию производят многократно до получения необходимой точности прилегания. Шабрение является весьма трудоемким процессом и в серийном производстве применяется редко.
Притертые или пришабренные поверхности при сборке покрывают тонким слоем герметизирующей мастики. Мастики чаще всего изготовляют из разведенной на вареной олифе тонкотертой краски (свинцовые белила, свинцовый сурик, охра и т. д.), железной пудры или серебристого графита с маслом. Применяют также суспензию коллоидального графита в масле. Иногда соединяемые поверхности натирают всухую серебристым графитом.
Для надежного уплотнения стыков типа «металл по металлу» требуется повышенная жесткость фланцев и частое расположение стягивающих болтов.
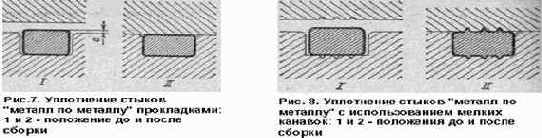
Другой способ уплотнения жестких стыков заключается в установке на стыкуемых поверхностях утопленных упругих прокладок прямоугольного или круглого сечения. Прокладки устанавливают в канавках, выполненных по всей периферии стыка. В свободном состоянии прокладка выступает над поверхностью стыка на строго определенную величину а (рис. 7,1), зависящую от материала прокладки и желаемой силы уплотнения. При затяжке стыкуемые поверхности доводят до соприкосновения, причем материал прокладки упруго или пластически деформируется, осуществляя уплотнение поверхностей (рис. 7,2).
Для увеличения герметичности на уплотняемых поверхностях делают мелкие канавки
(рис. 8), в которые затекает деформируемый материал прокладки. С той же целью прокладку делают гребенчатой (рис. 9). При затяжке гребешки сминаются, образуя ряд канавок, действующих подобно лабиринтному уплотнению.
Сечение канавки должно быть больше сечения прокладки, для того чтобы не препятствовать деформации прокладки.
Материал прокладки выбирают в зависимости от условий работы стыка. Для стыков, работающих в нормальных условиях, применяют резину, пластики; для стыков, работающих при повышенных температурах, — пластичные металлы: свинец, алюминий, отожженную красную медь и т.
д. Хорошее уплотнение обеспечивают прокладки из красной меди с гальваническим кадмиевым покрытием.
На рис. 10 изображено уплотнение упругой прокладкой, установленной в замкнутом
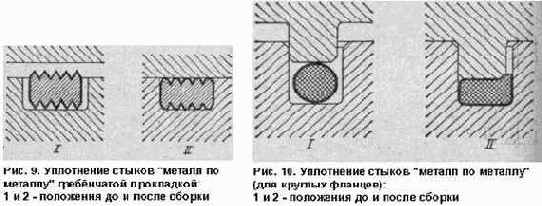

пространстве, образованном канавкой на одной из поверхностей и гребешком на другой. Этот способ применяют преимущественно для круглых фланцев, у которых канавки и шипы могут быть изготовлены точением с необходимой степенью точности.
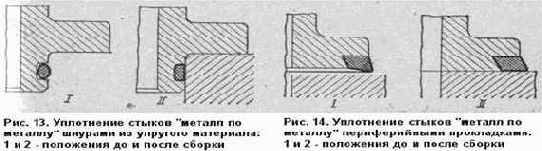
Круглые фланцы уплотняют также упругими металлическими кольцами (рис. 11), чаще всего Z-образного сечения (так называемые гофровые кольца). Формы гофровых колец показаны (в порядке возрастающей упругости) на рис. 12. Круглые фланцы с центрирующими буртиками уплотняют шнурами из упругих материалов (резины, синтетики), которые закладывают в канавки, проделанные в буртике (рис. 13). При таком расположении на стыке обеспечивается чистый контакт «металл по металлу». Этот способ применяют только для «холодных» стыков.
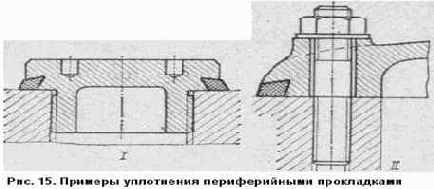
На рис. 14 показан способ установки прокладки в открытой канавке на периферии стыка. Преимущество этого способа заключается в том, что прокладка предохраняет стык от внешних воздействий и предупреждает коррозию металлических поверхностей стыка. Примеры установки периферийных прокладок приведены на рис. 15,1,2.
2.3. Уплотнение круглых отверстий и каналов
Встречаются случаи, когда в стыках «металл по металлу» требуется уплотнить круглые отверстия и каналы, служащие, например, для подвода смазочного масла, перепуска охлаждающей жидкости и т. д.
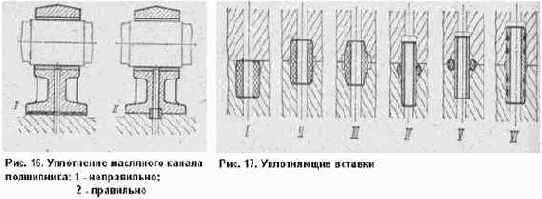
На рис. 16 изображено уплотнение масляного канала подшипника. Применение мягкой прокладки (рис. 16,1) здесь недопустимо, так как при затяжке изменяется положение вала относительно смежных деталей. Например, если вал приводится в движение зубчатыми колесами, затяжка может нарушить правильное зацепление колес. В таких случаях применяют уплотняющие вставки (рис. 16,2).
На рис. 17,1-3 показаны вставки из упругого материала (резины пластиков и т. п.). Уплотнение достигается за счет торцового (рис. 17,1,2) или радиального (рис. 17,3) обжатия вставок. Иногда применяют металлические вставки в виде втулок в сочетании с упругими уплотняющими элементами (рис. 17,4-6). Металлические вставки могут быть использованы также в качестве контрольных штифтов.